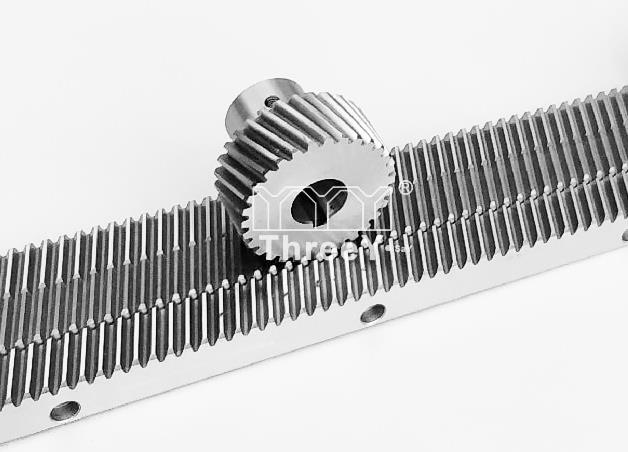
齒輪、齒條的裝配工藝主要包括以下步驟:
檢查工件安裝面及承靠面的公差是否符合設計標準,以導軌為基準,利用千分表檢測。
確認齒條是否殘留磁性,若有磁性,應進行消磁處理。
齒條安裝從中間往兩端安裝,假設10根1米的齒條拼接,以第5/6根開始安裝,第一根安裝的齒條應讓螺孔與螺栓盡量保持在同一中心,防止后續齒條出現螺栓與孔位干涉現象。
安裝第一根齒條時,夾具應靠近螺孔位置均勻分布,使齒條完全貼緊承靠面,并由中間往螺栓兩邊鎖緊螺栓。
使用扭力扳手,按照螺栓的扭力要求鎖緊齒條。
安裝第二根齒條時,先以百分之十的鎖緊力預緊,在拼接處配合安裝規,調整齒條間隙,再以百分之五十的鎖緊力鎖緊,待調整好齒條拼接間隙,再以建議扭力值鎖緊。
該處鎖緊螺栓順序為從右到左,即后續齒條參照以固定好的齒條往待安裝的方向為順序鎖螺栓。
在裝配前,需要清理齒條安裝基準面,去毛刺、油漆、殘渣等,確保安裝面干凈整潔。
裝配過程中,需要對齒輪進行微調,以達到更好的精度控制。
以上就是齒輪、齒條的裝配工藝的主要步驟,希望對你有所幫助。